Opi juoteeseen: Perusteellinen opas
Juotos on tärkeä taito elektronisten laitteiden rakentamiselle.Se tarvitsee tarkkuutta, tietoa ja oikeita työkaluja vahvojen ja luotettavien yhteyksien luomiseksi.Tämä opas selittää hyvän juottamisen tärkeät tekniikat ja materiaalit, kuten oikean juotosraudan valitseminen ja ymmärtäminen, kuinka flux auttaa tekemään täydellisiä juotosliitoksia.Se kattaa erilaiset juotosraudat ja niiden käytön, korostaen lämpötilanhallinnan merkitystä osien suojaamiseksi ja niiden kestävyyden varmistamiseksi.Opas korostaa myös oikean tyyppisen juotetyypin käyttämistä, keskittyen sekä perinteisiin että uusiin seoksiin paremman nivelvoiman ja suorituskyvyn saavuttamiseksi eri olosuhteissa.Yksityiskohtaisesti kuinka tinaa ja ylläpitää juotosvinkkejä ja kattaa sekä perus- että edistyneitä juotosmenetelmiä, tämä opas antaa lukijoille taitoja suorittaa tarkkoja ja tehokkaita juottamisia monissa sähköisissä projekteissa.
Luettelo
Kuva 1: Juotos
Juotosrauta
Juotosrauta on tärkeä työkalu elektroniikkakokoonpanossa, pääasiassa juottamiseen käytettyjä, ja siihen sisältyy kahden tai useamman elektronisen komponentin yhdistäminen sulattamalla juotos niiden ympärille.Tämä prosessi luo pysyvän sidoksen komponenttien ja piirilevyn välillä.Juottamisen raudan ensisijainen tehtävä on lämmittää juote, sulava metalliseos, kunnes se sulaa ja virtaa kahden työkappaleen, kuten komponenttijohdon ja piirilevyn kosketuspisteen väliseen liitokseen.

Kuva 2: Juotosrauta
Tarvitset juotosraudan komponenttien kiinnittämiseksi piirilevyihin.Se tarjoaa lämmön sulattavan juotosen, jolloin se voi virtata ja täyttää pienet aukot komponentin tapin ja piirilevyn tyynyn välillä.Kun juote on jäähtynyt, se jähmettyy muodostaen sähköisen ja mekaanisen liitännän, joka kiinnittää komponentin levylle.Tämä prosessi saa sähköiset laitteet toimimaan kunnolla.Tämän menetelmän avulla komponentit, kuten vastukset, kondensaattorit ja integroidut piirit, kiinnitetään tiukasti PCB: iin muodostaen lukemattomien elektronisten laitteiden ytimen.
Tyypit juotosraudat

Kuva 3: Matalan ja korkean tason juotosraudat
Matalan tason juotosraudat
Juotosraudat, joiden sähköluokitus on 15 - 40 wattia, ovat täydellisiä herkän elektronisen työhön.Ne ovat ihanteellisia tehtäviin, kuten komponenttien kiinnittämiseen piirilevyihin, joissa liiallinen lämpö voi vahingoittaa herkkiä osia.Alempi teho mahdollistaa tarkan lämpötilanhallinnan, vähentäen juotetta tai herkkiä komponentteja ylikuumentamisen riskiä.Nämä silitysraudat kuumenevat kuitenkin hitaammin ja voivat kamppailemaan jatkuvan lämpötilan ylläpitämiseksi laajennetun käytön aikana tai työskennellessään komponenttien kanssa, joilla on korkea lämpömassa.
Korkean tason juotosraudat
Juottamisraudat, joiden teho on vähintään 60 - 100 wattia, on suunniteltu tehtäviin, jotka vaativat nopeaa ja tasaista korkeaa lämpöä.Nämä työkalut ovat tärkeitä isompien osien tai paksujen johtojen kokoamiseksi, koska ne tarvitsevat vahvaa ja tasaista lämpöä kiinteiden juotosliitoksien valmistamiseksi.Korkean tehon silitysraudat sopivat myös jatkuviin, vaativiin juotostehtäviin, pitäen korkeita lämpötiloja ilman lämmön pudotusta.Tämä luotettavuus on hyödyllinen ammatillisissa olosuhteissa, joissa ajan tehokkuus ja nopea suorituskyky ovat tärkeitä.
Lämpötilan ohjaamat juotosasemat edut
Johdonmukainen laatu ja luotettavuus varmistaa yhdenmukaiset juotosliitokset, jotka estävät heikkoja pisteitä ja viat elektronisissa piireissä.
Parannettu komponenttiturva koskee tarkkaa lämpöä, välttäen lämpösimua ja lämpöä koskevia vaurioita herkille komponenteille.
Parannettu juotosnopeus ja tehokkuus eliminoi manuaalisten lämpötilan säätöjen tarpeen nopeuttaen juotosprosessia.
Jätteiden ja uudelleensuunnittelun vähentäminen vähentää virheitä ja muokkauksia, säilyttäen resursseja ja minimoimalla jätteet.
Lämpötilan hallinta vaurioiden estämiseksi ja korkealaatuisen juotos
Tässä ovat strategiat tehokkaan lämpötilan hallintaan:
Ensinnäkin valitse juotosraudat ja vinkit, jotka ylläpitävät tasaisia lämpötiloja.Valitse vinkit niiden lämmönjohtavuuden ja lämpötilan pitämisen perusteella, koska nämä tekijät vaikuttavat lämmönkulutukseen juotosliitokseen;
Toiseksi, kalibroi säännöllisesti juotoslaitteet tarkkojen lämpötilanäyttöjen varmistamiseksi.Pidä laitteet puhdistamalla ja vaihtamalla kuluneet vinkit tehokkaan ja ohjattavan lämmönsiirron varmistamiseksi;
Kolmanneksi, lämpötilan palautejärjestelmät: Käytä edistyneitä juotosasemia lämpötilan palautejärjestelmillä parantamaan tarkkuutta.Nämä järjestelmät säätävät tehonlähtöä asetetun lämpötilan ylläpitämiseksi, kompensoimalla lämpökuormitusta ja ympäristön lämpötilan muutoksia;
Sitten operaattorit tulisi kouluttaa paitsi juotostekniikoissa myös lämpötilanhallinnan tärkeydessä.Heidän tulisi tietää, kuinka lukea ja säätää lämpötilan ohjaamien yksiköiden asetuksia ja tunnistaa virheellisten lämpötilasovellusten merkkejä;
Lopuksi hallita juotosympäristöä ympäristön lämpötilan vaihtelun estämiseksi.Ilmastointi- tai lämmitysjärjestelmien asentaminen vakaan ympäristön ylläpitämiseksi auttaa estämään epäjohdonmukaisia juotosliitoksia.
Juotos
Juotos on suloinen metalliseos tarve luoda pysyviä sidoksia elektroniikan ja LVI: n metallipalojen välillä.Sen on kastettava materiaalit, jotka se liittyy tehokkaasti, sitä on helppo käyttää ja ylläpidettävä mekaanista lujuutta.Vaikka juotoskoostumukset vaihtelevat, perinteinen sekoitus on tina ja lyijy.

Kuva 4: Juotos
Yksi historiallisesti yleinen juotoskoostumus on 60% tina ja 40%: n etumatka.Tämä eutektinen sekoitus sulaa vuosina 183–190 ° C (361-374 ° F) ja siirtyy sujuvasti kiinteiden ja nestemäisten tilojen välillä.Tämä seos tasapainottaa mekaanista voimaa helppokäyttöisesti, mikä tekee siitä suositun manuaalisen juottamisen kannalta.Se tuottaa kiiltävän viimeistelyn jäähdytyksenä, mikä osoittaa hyvin valmistetun nivelen.
Lyijytöntä juottajia on kehitetty terveys- ja ympäristöongelmien ratkaisemiseksi.Tinanjohtojärjestelmät ovat kuitenkin käytössä, missä lyijytöntä vaihtoehtoa ei pysty vastaamaan suorituskykytarpeisiin, kuten korkean lämpötilan ympäristöissä.Lyijypohjaisten juotosten kanssa on helpompi työskennellä, koska ne sulavat alhaisemmilla lämpötiloissa ja märillä pinnoilla tehokkaammin kuin monet lyijytöntä vaihtoehtoa.
Juotoslajikkeet ja niiden sovellukset
Hieno vs. paksu juote: erottelevat käyttötarkoitukset elektronisissa sovelluksissa
Juotos on eri halkaisijoilla, joista kukin on räätälöity tiettyihin tehtäviin.Hieno juote, jonka halkaisija on 0,010 - 0,031 tuumaa, on ihanteellinen tarkkuustyöhön, kuten juottamiseen tiheästi pakatulle painettulle piirilevylle (PCB), joissa komponentit ovat lähellä toisiaan.Sen pienempi halkaisija tarjoaa paremman hallinnan ja vähentää riskiä luoda juotossiltoja läheisten nastajen väliin komponenttien, kuten mikrokontrollerien tai pinta-asennuslaitteiden (SMDS) välillä.
Paksua juotetta, tyypillisesti yli 0,062 tuumaa halkaisijaa, käytetään tehtäviin, jotka vaativat enemmän juotetta, kuten suurempien komponenttien ja johtojen kytkemistä tai tehoelektroniikan kanssa.Paksu juote on erinomainen lämmönsiirto, joka on paras korkean virran nivelille tai suurille lämpömassalle.Tämä ominaisuus antaa juoteille mahdollisuuden virtata nopeasti ja tasaisesti vahvojen ja luotettavien yhteyksien muodostamisen ja juotosprosessin nopeuttamisen.
Hieno- ja paksun juotosten välillä valinta riippuu komponenttien fyysisistä ja lämpötarpeista.Hieno juote valitaan usein herkälle elektroniikalle, jossa liiallinen lämpö voi vahingoittaa herkkiä osia.Paksu juote on mieluiten jäähtymään nopeasti ja kiinteitä liitokset ylikuumentamatta lähellä olevia alueita.
Erityiset juotot: Parannettua nivelvoimaa lisättyjen materiaalien tutkiminen
Perinteisen lyijyjuotosten lisäksi on lisätty materiaaleja, kuten hopea, nivelvoiman ja suorituskyvyn lisäämiseksi.Hopeaa kantavia juottajia on arvostettu sekä elektroniikassa että putkistojensa paremmista mekaanisista ominaisuuksistaan ja pienemmistä sulamispisteistä puhtaisiin lyijy-tin-juoteisiin verrattuna.
Elektroniikassa hopean lisääminen parantaa johtavuutta ja lämpöväsymysvastusta, mikä tekee siitä täydellisen korkeataajuus- tai korkean lämpötilan ympäristöihin.Esimerkiksi hopeajuotos käytetään autosovelluksissa, ilmailualan elektroniikassa ja aurinkopaneeleissa, joissa nivelten on kestävä tiukat olosuhteet.
Hopeasta lisääntynyt nivelten lujuus vähentää mekaanisen vajaatoiminnan riskiä.Lisäksi hopea laskee juotosen sulamispisteen vähentäen komponenttien lämpöjännitystä juotosprosessin aikana.Hopean korkeammat kustannukset tekevät kuitenkin näistä juoteista vähemmän taloudellisia tavanomaisia sovelluksia varten.Niiden käyttö on perusteltua tilanteissa, joissa pitkäaikainen luotettavuus ja suorituskyky ovat tärkeämpiä kuin alkuperäiset kustannukset.
Flux -rooli
Juotoslauseessa vaaditaan flux, koska se valmistaa metallipintoja juotosainetta varten.Sen tehtävänä on puhdistaa ja pohtia näitä pintoja varmistaen, että ne ovat vapaita oksideista ja epäpuhtauksista, jotka voivat heikentää sidosta.Kun metallit lämmitetään juotosten aikana, niillä on taipumus hapettua kosketuksiin ilman kanssa.Tämä hapettuminen luo johtamattoman metallioksidikerroksen, joka estää juotosten tarttuvuutta.
Kun flux levitetään ja lämmitetään metallipinnalle, se aktivoi ja poistaa nämä oksidit ja puhdistaa pinnan tehokkaasti.Tämä paljastaa puhtaan metallin alla, jolloin juote voi sitoutua tehokkaammin.Flux parantaa myös juotosten kostutusominaisuuksia, mikä tarkoittaa, että juotos voi levitä tasaisesti ja saada paremman yhteyden metalliin, hyvä vahvan sähköisen ja mekaanisen yhteyden luomiseen.

Kuva 5: Juotosvirta
Flux -tyypit
Tässä on joitain juotossa käytettyjä yleisiä vuontyyppejä:
• Rostinvirta: Mäntypuista uutetusta luonnollisesta hartsista valmistettu hartsivirta käytetään sähkö- ja elektroniikan juottamisessa.Se estää hapettumisen juotoslämpötiloissa ja on lievässä toiminnassaan.Aktiivisuuden tasoon perustuvat kolme alatyyppiä: Rostin (R), Rostin aktivoitu (RA) ja lievästi aktivoitu (RMA).RA- ja RMA -vuodot sisältävät lisäaineita, jotka parantavat niiden puhdistustoimintaa, mikä tekee niistä hyödyllisiä pinnoille, joilla on enemmän hapettumista.

Kuva 6: Rosts Flux
• Vesiliukoinen virtaus: Nämä vuodot ovat aggressiivisempia kuin rostsipohjaiset ja ne voidaan pestä vedellä juottamisen jälkeen.Niitä käytetään LVI- ja High-puhtaissa sovelluksissa.
• Ei-puhdas flux: Suunniteltu minimoimaan pelaamisen jälkeinen puhdistus, ei-puhdasta vuotoa jättävät minimaaliset jäännökset, jotka eivät ole johtavia ja ei-korroosia.Ne ovat hienoja silloin, kun kokoonpano näyttää olevan tärkeä ja kun ylimääräinen puhdistus voi vahingoittaa herkkiä osia.Kulutuselektroniikan valmistuksessa käytetään filean-vuotoja, koska ne auttavat tehokkaasti ja käsittelemään laajamittaista tuotantoa.

Kuva 7: Ei-puhdas flux
• Happovirta: Tätä erittäin syövyttävää vuotoa käytetään ei-elektronisiin sovelluksiin, kuten ohutlevytyöhön ja putkistoon kupariputkilla.Se poistaa hapettumisen, mutta ei sovellu herkän elektroniikan kanssa, koska se voi syövyttää piirilevyjä ja komponentteja.
Juotosvinkki

Kuva 8: Juotosvinkit
Tyyppiset vinkit
Kartiomaiset vinkit
Kartiomaiset kärjet tai kartiokärjet ovat terävä, kartiomainen muoto, joka tekee niistä monipuolisia tarkkuuden juotostehtäviin.Niiden kapea kohta sallii pääsyn tiukkoihin tiloihin, mikä mahdollistaa yksityiskohtaisen juottamisen herkille komponenteille häiritsemättä vierekkäisiä alueita.Tämä kärki on tehokas tarkkaan juottamiseen risteyksissä tai tiiviisti pakattujen johtojen välillä, varmistaen tarkkuuden ja minimaalisen häiriön.

Kuva 9: Kartiomainen juotosvinkki
Terävät vinkit
Huonotetuilla kärjillä on terävämpi pää kuin kartiomaiset kärjet, tarkkuuden parantaminen ja lämmön ohjaaminen pienempiin kohteisiin.Tämä malli on hyvä yksityiskohtaiseen juottamiseen painetulle piirilevylle (PCB), joissa vaaditaan tarkkaa lämpöä.Pelotetut vinkit ovat erinomaisia käsittelemään yksittäisiä juotosliitoksia ja navigoimalla tiheästi asutut elektroniset kokoonpanot, mikä tarjoaa tarkkuuden, joka on hyvä korkealaatuisille piirityöille.

Kuva 10: terävä juotoskärki
Ruuvimeisselin kärjet
Ruuvimeisselien kärjissä on tasainen, ruuvimeisselin kaltainen pää, mikä tekee niistä optimaalisia suurten pinta-alusten juottamiseen, jotka vaativat huomattavaa lämmönjakoa.Nämä vinkit helpottavat nopeaa lämmönsiirtoa suuremmilla alueilla, jotka ovat ihanteellisia johtimien tai komponenttien, jotka tarvitsevat nopeaa lämmitystä.Niiden leveä pinta on hyödyllinen tasaisesti lämmittämis- ja tikkajohdoissa, virtaviivaistamisprosesseissa suuren määrän tuotantoasetuksissa.

Kuva 11: Ruuvimeisselin juotosvinkki
Taltta -vinkit
Taltta -kärjet yhdistävät tasaisten ja terävien vinkkien toiminnallisuudet, joissa on leveä, tasainen pää, joka kapenee hieman.Tämä suunnittelu tasapainottaa tehokkaan lämmönsiirron ja kohdennettu levitys, mikä tekee niistä sopivia sekä suurten komponenttien juottamiseen että yksityiskohtaisiin tehtäviin.Ammatillisissa ympäristöissä arvostettuna talttavinkit tukevat monipuolisia sovelluksia, vedon juottamisesta useiden nastajen siltaamiseen samanaikaisesti tarjoamalla monipuolinen työkalu juottamalla arsenaaleja.

Kuva 12: Taltta -juotosvinkki
Viiste-
Bevel -vinkit sekoittavat kartiomaisten ja taltta -vinkkien ominaisuudet, mikä tekee niistä mukautuvia yleisiin juottamiseen eri komponenttien koko.Niiden suunnittelu mahdollistaa tarkan, mutta vahvan juottamisen, joka on ihanteellinen yksityiskohtaisiin elektronisiin tehtäviin ja raskaampiin sovelluksiin, jotka vaativat tehokasta lämmönsiirtoa suurempiin tyynyihin tai johdoihin.Tämä kaksoisfunktionaalisuus tekee viistovihjeistä menevän teknikoille, jotka tarvitsevat tasapainon yksityiskohtien ja mittakaavan välillä juotostehtävissä.

Kuva 13: Vedoksen juotosvinkki
Veitsenvinkit
Veitsen kärkit on muotoiltu vetämään juottamista varten, missä kärki vedetään sarjaa tappeja tai tyynyjä pitkin useita juotosliitäntöjä yhdellä liikkeellä.Tämä kärkityyppi on korvaamaton useiden nivelten tehokkaaseen käsittelyyn PCB: ien pinta-asennettavissa laitteissa.Veitsen kaltainen muoto mahdollistaa jatkuvan juottamisen yhteyksien yli nostamatta rautaa ja tehostamatta tuottavuutta tietyissä juotostoiminnoissa.

Kuva 14: Veitsen juotosvinkki
Kärjen ylläpito
Kaksi yleistä menetelmää kärjen puhdistamiseksi käyttävät kosteaa sieniä ja metallivillaa.
Kostea sieni: Tämä perinteinen menetelmä käsittää kuuman juotoskärjen pyyhkimisen märkälle sienelle.Tärkein etu on, että se poistaa tehokkaasti vanhat juote- ja flux -tähteet olematta liian hankaavia.Kosteus jäähdyttää juotetta nopeasti, jolloin on helppo pyyhkiä pois.Äkillinen jäähdytys voi kuitenkin aiheuttaa lämpöiskuja, mahdollisesti vahingoittaa kärkeä ajan myötä ja vähentää sen käyttöikää.
Metallivilla: Messingistä tai ruostumattomasta teräksestä usein valmistettu metallivilla on erilainen puhdistusmenetelmä.Kärjen pyyhkiminen metallivillaa vasten puhdistaa sen aiheuttamatta äkillistä jäähdytystä, vähentämällä lämpöjännitystä ja mahdollisesti pidentämättä kärjen elinaikaa.Metallivillajen hankaava luonne voi kuitenkin kuluttaa kärkeä, jos sitä käytetään liikaa.

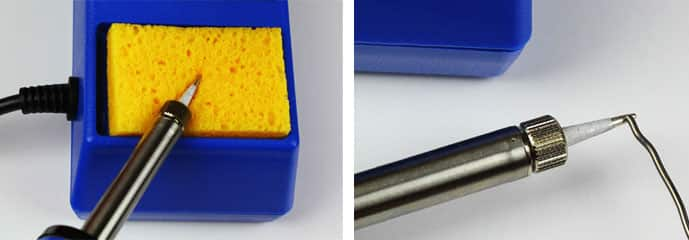
Kuva 15: Kaksi yleistä menetelmää kärjen puhdistamiseksi
Vihjan tikku: Prosessi ja merkitys
Aluksi tinkäprosessin varmista ensin, että kärki on puhdas kostealla sienellä tai metallivillalla.Lämmitä sitten juotosrauta käyttölämpötilaan.Kun lämmitetään, kosketa pientä määrää juotetta suoraan kärkeen ja peitä koko kärki varovasti sulan juoteilla.Lopuksi pyyhi hetki puhdistusmateriaalin kärki ylimääräisen juotosen poistamiseksi, jättäen kiiltävä pinnoite kärkeen.
Tintti on tärkeä juotosraudan kärjen pitkäikäisyyden ja tehokkuuden ylläpitämiseksi.Luomalla suojakerroksen, tinointi estää hapettumista ja korroosiota, kun kärki on kuuma ja altistuu ilmalle.Hyvin leimattu kärki parantaa lämmönjohtavuutta, mikä mahdollistaa tehokkaamman ja tarkemman lämmönsiirron juotosliitokselle.Säännöllinen tinkä ei vain paranna suorituskykyä, vaan myös pidentää kärjen elinkaarta pitämällä sitä puhtaana ja hyvin hoidettuna, vähentäen siten korvaustaajuutta.
Juotostekniikat
Tutkimme erilaisia juotostekniikoita, niiden menetelmiä, käyttöä ja vinkkejä parhaisiin käytäntöihin.
Pehmeä juotos
Pehmeä juotos on yleisin tekniikka elektroniikassa.Se käyttää matalaa sulamispisteen seosta, sekoitusta tinaa ja lyijyä tai turvallisempia vaihtoehtoja, tina kuparin tai hopean kanssa.Lämpötila on suhteellisen alhainen, noin 250 ° C, joka sopii lämpöherkille elektronisille komponenteille.
Aloita juottamisen aloittamalla puhdistamalla liitetyt pinnat perusteellisesti, varmistaen, että kaikki öljyt ja hapettuminen poistetaan.Levitä seuraavaksi flux pintoihin hapettumisen estämiseksi juotosprosessin aikana.Kuumenna liitosta juotosraudan avulla, levitä sitten juotos, jolloin se voi virtata vapaasti liitoksen yli turvallisen yhteyden luomiseksi.Optimaalisten tulosten saavuttamiseksi käytä juotosrautaa asianmukaisella kärjen koolla paremman lämmönhallinnan ylläpitämiseksi ja komponenttien ylikuumenemisen välttämiseksi, mikä voi johtaa vaurioihin.Varmista, että juote on jaettu tasaisesti luotettavan ja kestävän yhteyden saavuttamiseksi.
Kovaa juottamista
Kova juotos tai joutuminen käyttää korkeampaa sulamispisteen seosta, messinki- tai hopeapohjaista seosta lämpötiloissa, jotka vaihtelevat välillä 600-900 ° C.Se sopii metalliosien liittymiseen LVI-, LVI -järjestelmiin ja muihin tilanteisiin, jotka vaativat vahvoja niveliä.
Ensinnäkin varmista, että kaikki pinnat puhdistetaan huolellisesti.Levitä seuraavaksi alueelle vuoto hapetuksen estämiseksi, kun ne altistetaan korkeille lämpötiloille.Kuumenna sitten osat soihtuun ja levitä juote varovasti.On tärkeää lämmittää nivel huolellisesti ylikuumentamatta ympäröivää metallia.Käytä aina turvavarusteita, kuten käsineitä ja silmäsuojausta, suojautuaksesi korkeilta lämpötiloilta ja potentiaaliselta metallisuojalta.
Palautusjuote
Palautuksen juottamista käytetään piirilevyjen valmistuksessa (tulostetut piirilevyt) useiden komponenttien juottamiseen samanaikaisesti.Tämä tekniikka käsittää juotospastan (flux- ja juotospartikkelien sekoitus) levittämisen levylle, asettamalla komponentit päälle ja sitten kokoonpanon lämmittäminen reflökkiuunissa.
Tulostetun piirilevyn (PCB) kokoamiseksi aloita soveltamalla juotospasta levylle kaavaimen avulla.Seuraavaksi aseta komponentit varovasti pöydälle.Suorita sitten piirilevy reflow -uunin läpi varmistaen ohjattavan lämpötilaprofiilin.Seuraa lämpötilaa kylmän nivelten estämiseksi tai ylikuumennettujen komponenttien estämiseksi.Ja viimeiseksi varmista, että juotospasta on tuore ja varastoidaan oikein sen tehokkuuden säilyttämiseksi.
Aaltojuote
Aaltojuoto on PCB: n massasuojausprosessi, joka on tehokas reikälle pinnoitetulle komponenteille.Siihen kuuluu piirilevy sulan juotettavan aallon yli, joka tarttuu paljaisiin metallialueisiin, joilla flux on käytetty.
Aloita asettamalla kaikki reikäkomponentit piirilevyyn.Levitä seuraavaksi virtaus piirilevyn pohjalle juotosprosessin helpottamiseksi.Siirrä sitten piirilevy sulan juotosaallon päälle kuljetinjärjestelmällä varmistaen, että juote tarttuu oikein.Säädä optimaaliset tulokset kuljettimen nopeutta ja aallonkorkeutta jopa juottamisen saavuttamiseksi.Kuumenna piirilevy lämpöiskujen estämiseksi ja varmista tasaisempi juotevirta.
Kuinka juota?
Ennen kuin aloitat juototehtävän, on tärkeää saada juotosrauta valmiiksi päällystämällä sen kärki juotosten kanssa.Tämä auttaa rautaa lämmittämään paremmin ja kestää pidempään estämällä kulumisen.Kiinnitä ensin kärki rautaan ja kytke se päälle, asettamalla lämpötila 400 ° C: seen (752 ° F), jos pystyt säätämään sitä.Puhdista kärki kostealla sienellä lian tai ruosteen poistamiseksi.Kun puhdistat, lämmitä kärki hiukan ja kosketa sitä juotolla, kunnes se on tasaisesti päällystetty.Sinun tulisi tehdä tämä ennen ja jälkeen jokaisen käytön kärjen pitämiseksi hyvässä kunnossa.Ajan myötä kärki kuluu ja on vaihdettava, jos se tulee karkeaksi tai vaurioituneeksi.
Kuva 16: Kärjen puristaminen
Jotta voit juottaa LED: n piirilevylle, aloita asettamalla LED -johdot nimetyihin reikiin.Käännä levy ja taivuta liidit ulospäin 45 asteen kulmassa pitämään ne kosketuksessa kuparin tyynyn kanssa.Voima juotosraudassa ja aseta se 400 ° C: seen.Kuumenna nivel asettamalla raudan kärki sekä kuparin tyynyä vastaan että LED-johtoa noin 3-4 sekuntia.Tämä varmistaa riittävän lämmönsiirron.Esitä sitten juote niveliin epäsuorasti, antamalla lämmön nivelistä sulattaa juote muodostaakseen kestävän sidoksen.Kun raudan on poistettu, anna juote jäähtyä luonnollisesti saavuttaaksesi sileän, kiiltävän nivelen, jolla on kartion kaltainen muoto.Leikkaa ylimääräiset johdot, kun juote jähmettyy.

Kuva 17: Kuinka juottaa (1)
Juottimet yhdistävät yhdessä aloittamalla eristys johtimen päistä ja kiertämällä kaikki juostetut johdot estämään.Kuumenna juotosrauta ja paina sitten kärki yhdelle johtimista 3-4 sekunnin ajan lämmittääksesi sitä.Levitä juotos tasaisesti lämmitetyn langan poikki ja toista tämä toisella johdolla.Kun molemmat johdot on tinattu, kohdista ne ja lämmitä liitokset raudan kanssa sulattaaksesi juote molemmille johdoille, varmistaen kiinteän sidoksen.Anna nivelen jäähtyä luonnollisesti ennen sen eristämistä lämmön kutistumisletkulla.Tämä tekniikka takaa vahvan, kestävän yhteyden, joka kestää fyysistä stressiä ja sähkövaatteita.
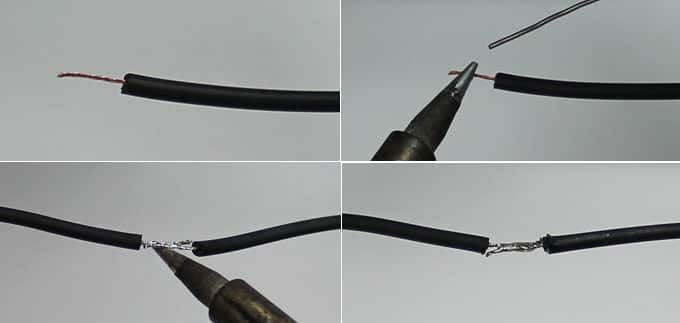
Kuva 18: Kuinka juoksujohdot(2)
Desolding on hyvä elektronisten komponenttien poistamiseen tai juotosvirheiden korjaamiseen.Käytä disolding -punoksella (tai juotetapa) asettamalla se nivelen päälle ja lämmittämällä se juotosraudallasi.Punos absorboi sulan juotetta, poistaen sen puhtaasti nivelistä.Käsittele kuuma punos varovasti, jotta vältetään palovamma.Käytä suurempia määriä juotosta.Valmista tikkari painamalla mäntä alas, lämmitä liitosta, aseta sitten tikkarin kärki sulan juotosen päälle ja painamalla nappia luodaksesi imu nostamalla juote pois.Toista nivelen tyhjentämiseksi tarvittaessa.
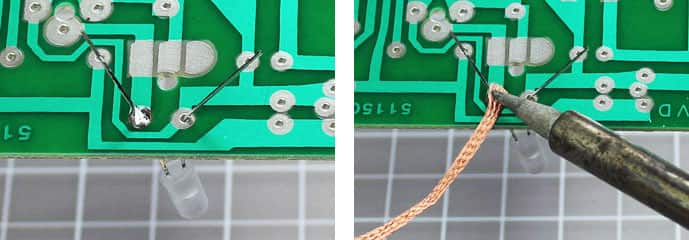
Kuva 19: Deolingering
Yleiset juotosongelmat
Ylimääräinen juotos voi aiheuttaa oikosulkuja sillattamalla erilliset yhteydet, riski laitteiden toiminnot ja turvallisuus.Tässä on menetelmiä ylimääräisen juotosten hallitsemiseksi ja poistamiseksi:
Liter Wickin käyttäminen: Juotospinta tai disolding punos koostuu hienoista kuparilangan säikeistä, jotka absorboivat juotetta lämmitettäessä.Jos haluat käyttää sitä, aseta punos ylimääräisen juotosen päälle ja paina lämmitetty juotosraudan kärki punokseen.Kun juote sulaa, se imeytyy punokseen poistaen sen aiotusta alueelta.Varmista, että rauta ei ole liian kuuma, jotta vältetään punoksen tai piirilevyn vahingoittaminen.
Solder Sucker -työkalu: Tämä työkalu on tehokas suuremmille juotospöydälle.Juotin tikkari on pieni mekaaninen pumppu, joka tyhjentää sulan juotetta, kun sen liipaisinta painetaan.Kuumenna juote sulaan tilaan juotosraudan kanssa, aseta sitten juotos -tikkarin kärki nopeasti sulan juotosen päälle ja aktivoi se.Ajoitus ja paikannus ovat tärkeitä tehokkaan käytön kannalta.
Lämmittäminen ja vetäminen pois: Joskus juote lämmittää ja sen vetäminen pois juottavan rauta kärjen kanssa voi olla riittävä pienille liiaksille.Tämä menetelmä vaatii tasaisen käden ja hallinnan juotosraudan suhteen juotosen levittämiseksi edelleen.
Ennaltaehkäisevät toimenpiteet: Ylimääräisen juotosen estämiseksi käytä vain nivelten määrää.Kuumenna liitosta huolellisesti ennen juotetta ja poista juotoslanka ennen lämmön poistamista liiallisen virtauksen välttämiseksi.
Johtopäätös
Oppiminen, kuinka juottaa hyvin jokaiselle, joka työskentelee elektronisten laitteiden kanssa.Tämä opas on kattanut hyvään juottamiseen tarvittavia työkaluja, materiaaleja ja tekniikoita.Se korostaa oikeiden työkalujen valitsemisen, lämpötilan hallinnan ja oikean tyyppisten juotosten ja vuon käyttämisen tärkeyttä.Se selittää erityyppiset juotosraudat ja niiden käytöt ja flux -rooli metallipintojen valmistuksessa.Opas puhuu myös juotosvinkkien ja yksityiskohtaisten juotosmenetelmien huolehtimisesta, mikä osoittaa tarkkuuden ja hoidon tarpeen jokaisessa tehtävässä.Näiden tietojen avulla lukijat ovat paremmin valmiita käsittelemään erilaisia juotostyöt varmistaen, että heidän sähköiset projektinsa ovat kestäviä ja toimivat hyvin ajan myötä.
Usein kysyttyjä kysymyksiä [UKK]
1. Mitä ei pitäisi koskaan käyttää juottamisen aikana?
Vältä juottaessasi materiaaleja, jotka voivat vaarantaa nivelen eheyden tai aiheuttaa turvallisuusriskejä.Ensinnäkin, älä käytä happoja tai tuntemattomia kemikaaleja vuodeksi, vain spesifisiä juotosvirtauksia tulisi käyttää.Lyijypohjaisia juottajia tulisi välttää elektroniikassa terveysriskejen ja sääntelyrajoitusten vuoksi.Materiaalit, kuten muovi, jotka voivat sulattaa tai päästää haitallisia höyryjä korkeissa lämpötiloissa, eivät sovellu suoraa juottamista varten.
2. Mikä on vaikein juotolle?
Alumiini erottuu haastavaksi juoteelle johtuen sen nopeasta muodostumisesta oksidikerroksen altistumisen yhteydessä.Tämä oksidikerros estää juotoskyvyn tarttua alumiinin pintaan.Erityisiä tekniikoita ja vuotoja tarvitaan alumiinin juottamiseen tehokkaasti, mikä tekee siitä monimutkaisemman tehtävän kuin enemmän vastaanottavia metalleja, kuten kuparia tai hopeaa.
3. Piirrät hopeaa ennen juottamista?
Kyllä, pakkaushopea ennen juottamista on yleinen käytäntö.Pickling sisältää hopean upottamisen lievään happamaan liuokseen pinnan hapettumisen ja epäpuhtauksien poistamiseksi.Tämä prosessi puhdistaa metallin varmistaen, että juote tarttuu kunnolla ja muodostaa vahvan, puhtaan sidoksen.Se on askel hopeajuottamisen ammattimaisen maalin saavuttamiseksi.
4. Tarvitsenko vuotoa juotos?
Virta tarvitaan melkein kaikkien metallien juottamiseen.Se puhdistaa ja valmistaa metallipintoja lämmityksen aikana, jolloin juote voi virtata tasaisesti ja sitoutua tehokkaasti.Ilman vuotoa juote ei välttämättä tartu hyvin, mikä johtaa heikkoihin niveliin ja potentiaaliseen vikaantumiseen sähkö- tai rakenteellisessa eheydessä.On välttämätöntä käyttää oikean tyyppistä vuotoa metallille ja juoteille, joiden kanssa työskentelet varmistaaksesi, että juotos toimii hyvin.
5. Miksi en voi tinaa juotosraudani?
Jos et voi tinaa juotosrautaa, se todennäköisesti johtuu:
Kärjen hapettuminen: Jos kärki hapettuu, se ei sulaa juotetta kunnolla.Puhdista kärki kostealla sienellä, kun rauta on kuuma.Jos hapetus on vakava, käytä kärkeä tai vaihda kärki.
Väärä lämpötila: Jos lämpötila on liian alhainen, juotos ei sulaa.Sitä vastoin, jos se on liian korkea, juotos voi haihtua tai polttaa, estäen asianmukaisen tinaa.
Kontaminaatio: Varmista, että kärki ei ole saastunut muilla materiaaleilla, mikä voi myös estää juotetta kiinnittämästä.
Meistä
ALLELCO LIMITED
Lue lisää
Nopea kysely
Lähetä kysely, vastaamme heti.

Näkemykset paineantureista: toiminnallisuus, tyypit ja käyttötarkoitukset
07.08.2024
Latausmenetelmät
06.08.2024
Suositut viestit
-
Mikä on GND piirissä?
01.01.1970 2953
-

RJ-45 Connector Guide: RJ-45 -liitin värikoodit, kytkentäjärjestelmät, R-J45-sovellukset, RJ-45
01.01.1970 2506
-

Kuituliitintyypit: SC vs LC ja LC vs MTP
01.01.1970 2095
-
Virtalähteen jännitteiden ymmärtäminen Electronics VCC: ssä, VDD: ssä, VEE: ssä, VSS: ssä ja GND: ssä
09.11.0400 1904
-

Vertailu DB9: n ja RS232: n välillä
01.01.1970 1767
-

Mikä on LR44 -akku?
Sähkö, joka kaikkialla läsnä oleva voima, läpäisee hiljaa jokapäiväisen elämämme kaikki osat, triviaalisista välineistä hengenvaarallisiin lääketieteellisiin laitteisiin, sillä on hiljainen rooli.Tämän energian todella tarttuminen, etenkin sen tallentaminen ja tehokkaasti tuottaminen, ei kuitenkaan ole helppoa.Tätä taustaa vasten tämä artikkeli keskittyy tyyppiseen kolikkikenn...01.01.1970 1715
-
Perusteiden ymmärtäminen: induktanssiresistenssi ja kappaus
Sähkötekniikan monimutkaisessa tanssissa peruselementtien kolmikko on keskipiste: induktanssi, vastus ja kapasitanssi.Jokaisella on ainutlaatuiset piirteet, jotka määräävät elektronisten piirejen dynaamiset rytmit.Täällä aloitamme matkan näiden komponenttien monimutkaisuuden purkamiseksi, paljastamaan niiden erilliset roolit ja käytännölliset käytöt laajassa sähköorkesterissa.Ind...01.01.1970 1666
-

CR2430 Akun kattava opas: Tekniset tiedot, sovellukset ja vertailu CR2032 -akkuihin
Mikä on CR2430 -akku?CR2430 -paristojen edutNormiCR2430 -akkosovelluksetCR2430 EquivalentCR2430 vs CR2032Akku CR2430 -kokoMitä etsiä ostaessasi CR2430 ja vastaaviaTietolomake PDFUsein kysyttyjä kysymyksiä Paristot ovat pienten elektronisten laitteiden sydän.Monien käytettävissä olevien tyyppien joukossa kolikkosoluilla on ratkaiseva rooli, jota yleisesti löytyy laskimissa, kaukosäätimi...01.01.1970 1576
-
Mikä on RF ja miksi käytämme sitä?
Radiotaajuus (RF) -tekniikka on keskeinen osa modernin langattoman viestinnän, mikä mahdollistaa tiedonsiirron pitkillä etäisyyksillä ilman fyysisiä yhteyksiä.Tämä artikkeli perustuu RF: n perusteisiin selittäen, kuinka sähkömagneettinen säteily (EMR) mahdollistaa RF -viestintä.Tutkimme EMR: n periaatteita, RF-signaalien luomista ja hallintaa sekä niiden laajaa käyttöä.Artikkeli ...01.01.1970 1553
-

CR2450 vs CR2032: Voidaanko sen sijaan käyttää akkua?
Litium -mangaaniparistoilla on joitain samankaltaisuuksia muiden litiumparistojen kanssa.Korkean energian tiheys ja pitkä käyttöikä ovat ominaisuuksia, joita heillä on yhteisiä.Tällainen akku on voittanut monien kuluttajien luottamuksen ja suosion ainutlaatuisen turvallisuuden vuoksi.Kalliit tekniset vempaimet?Pienet laitteet koteissamme?Katso ympärillesi ja näet ne kaikkialla.Näistä mo...01.01.1970 1520
Kuuma osanumero
-

DF59S-1P-FC(21)
Hirose Electric Co Ltd
CONN SSL BRIDGE 1POS B-TO-B
AD5313BRUZ
Analog Devices Inc.
IC DAC 10BIT V-OUT 16TSSOP
XM0860SH-DL0601
Murata Electronics
IC RF SWITCH SPDT 6GHZ 6QFN
DDZ2V4BSF-7
Diodes Incorporated
DIODE ZENER 2.53V 500MW SOD323F
DS1691
Analog Devices Inc./Maxim Integrated
IC RTC CLK/CALENDAR PAR 28EDIP
494007
Brighton-Best
HEX BOLT, 1/4-20 X 1-1/2", GRADE
06031A330GAT4A
KYOCERA AVX
CAP CER 33PF 100V C0G/NP0 0603
AD565AJRZ
Analog Devices Inc.
IC DAC 12BIT A-OUT 28SOIC
TLV803EA22DBZR
Texas Instruments
LOW-POWER VOLTAGE SUPERVISOR
OPA300AIDG4
Texas Instruments
IC OPAMP VFB 150MHZ 8SOIC
LM2576HVSX-5.0
Texas Instruments
IC REG BUCK 5V 3A TO263-5
SN7417N
Texas Instruments
IC BUF NON-INVERT 5.25V 14DIP
SN74S32N
Texas Instruments
IC GATE OR 4CH 2-INP 14DIP
STM32F050K6U6A
STMicroelectronics
IC MCU 32BIT 32KB FLASH 32UFQFPN
AQ36-02HTG
Littelfuse Inc.
TVS DIODE 36VWM 62VC SOT23-3
BR24L04FJ-WE2
Rohm Semiconductor
IC EEPROM 4KBIT I2C 400KHZ 8SOPJ
1N3316
Solid State Inc.
DO5 50 WATT ZENER DIODES
1N3347A
Microchip Technology
DIODE ZENER 160V 50W DO5 -

SZ1SMA18CAT3G
Littelfuse Inc.
TVS DIODE 18VWM 29.2VC SMA
STPS2H100A
STMicroelectronics
DIODE SCHOTTKY 100V 2A SMA
0603YC104J4T2A
KYOCERA AVX
CAP CER 0.1UF 16V X7R 0603
GRM1886T1H221JD01D
Murata Electronics
CAP CER 220PF 50V T2H 0603
1812HA100KAT1A
KYOCERA AVX
CAP CER 10PF 3KV C0G/NP0 1812
F1842SDK1000
Sensata-Crydom
MODULE SCR/DIODE 40A 380VAC
BZX585-B3V3
Nexperia USA Inc.
BZX585 SERIES - VOLTAGE REGULATO
SD25-4R7-R
Eaton - Electronics Division
FIXED IND 4.7UH 2.39A 46.7 MOHM
CD74HCT393M96
Texas Instruments
IC BINARY COUNTR DL 4BIT 14SOIC
AD8150AST
Analog Devices Inc.
IC CROSSPOINT SWIT 33X17 184LQFP
VE-222-MX
Vicor Corporation
DC DC CONVERTER 15V 75W
W25X16VSSIG
Winbond Electronics
IC FLASH 16MBIT SPI 75MHZ 8SOIC
TLV803EB29DBZR
Texas Instruments
IC SUPERVISOR 1 CHANNEL SOT23-3
CC0603BRNPO9BN2R0
YAGEO
CAP CER 2PF 50V C0G/NPO 0603
MMBZ12VALT1G
onsemi
TVS DIODE 8.5VWM 17VC SOT23-3
AS6C1016-55ZIN
Alliance Memory, Inc.
IC SRAM 1MBIT PARALLEL 44TSOP II
C8051F360-C-GQR
Silicon Labs
IC MCU 8BIT 32KB FLASH 48TQFP
VCC1-F3C-25M0000000
Microchip Technology
CMOS XO +3.3 VDC 50PF -40C TO +8 -

PT7A6632JX
Diodes Incorporated
IC CLOCKING TELECOM
LFB2H5G78SG7A175
Murata Electronics
FILTER CER BANDPASS 5.78GHZ SMD
MAX9994ETP+T
Analog Devices Inc./Maxim Integrated
IC MIXER 1.7-2.2GHZ DWN 20TQFN
LP875640RNFTQ1
Texas Instruments
IC REG BUCK ADJ 16A QD 26VQFN
170M3190
Eaton - Bussmann Electrical Division
FUSE SQUARE 80A 1.3KVAC RECT
GAL22V10D-25LJI
Lattice Semiconductor Corporation
IC CPLD 10MC 25NS 28PLCC
MC908QB8MDWE
NXP USA Inc.
IC MCU 8BIT 8KB FLASH 16SOIC
CS5205-1GT3
onsemi
IC REG LINEAR POS ADJ 5A TO220-3
ADV7179KCPZ
Analog Devices Inc.
IC ENCODER VID NTSC/PAL 40LFCSP
TPS51218DSCT
Texas Instruments
IC REG CTRLR BUCK 10WSON
EMIF02-USB05F2
STMicroelectronics
FILTER RC(PI) ESD SMD
LM76003QRNPRQ1
Texas Instruments
IC REG BUCK ADJ 3.5A 30WQFN
AP7354D-18W5-7
Diodes Incorporated
IC REG LINEAR 1.8V 150MA SOT25
TPS726126DCQRG4
Texas Instruments
IC REG LINEAR 1.26V 1A SOT223-6
AP7343D-18FS4-7B
Diodes Incorporated
IC REG LINEAR 1.8V 300MA 4DFN
MIC284-0YMM
Microchip Technology
SENSOR DIGITAL -55C-125C 8MSOP
TMUX1309QPWRQ1
Texas Instruments
IC SWITCH SP4TX2 195OHM 16TSSOP
HSK120TR-S-E
Renesas Electronics America Inc
DIODE FOR HIGH SPEED SWITCHING